
কুলিং লিক
 একটি অভ্যন্তরীণ জ্বলন ইঞ্জিনের তরল কুলিং সিস্টেমের সঠিক অপারেশনের শর্তগুলির মধ্যে একটি হল এর নিবিড়তা।
একটি অভ্যন্তরীণ জ্বলন ইঞ্জিনের তরল কুলিং সিস্টেমের সঠিক অপারেশনের শর্তগুলির মধ্যে একটি হল এর নিবিড়তা।
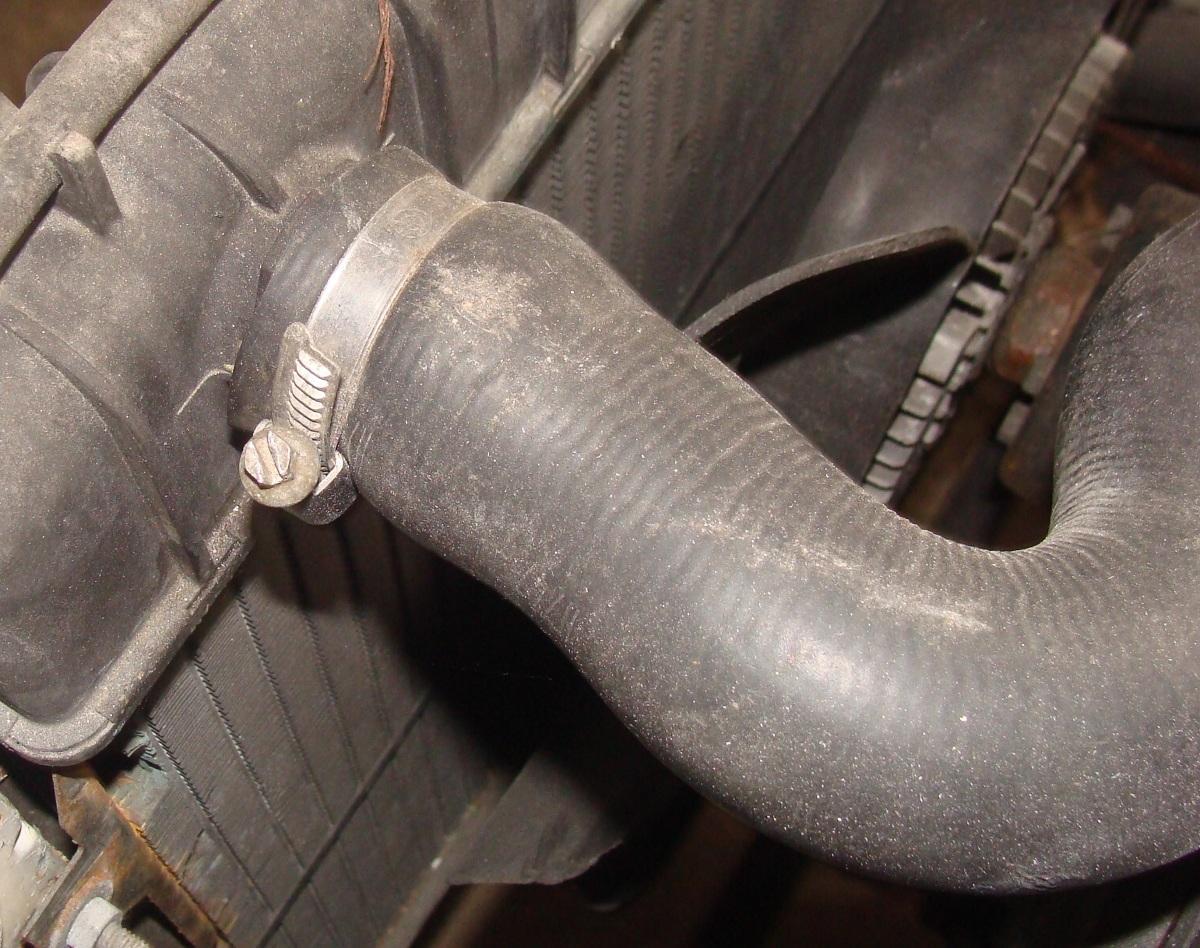
রাবার পায়ের পাতার মোজাবিশেষ এবং অন্যান্য মধ্যে সংযোগ স্থান তরল ফুটো সবচেয়ে সংবেদনশীল  কুলিং সিস্টেমের উপাদান। ধাতব ক্ল্যাম্প সকেটে তারের যথাযথ ক্ল্যাম্পিং নিশ্চিত করে। এটি একটি বাঁকানো বা স্ব-আঁটসাঁট টেপ হতে পারে। স্ব-আঁটসাঁট ব্যান্ডেজ কুলিং সিস্টেমে সমস্ত ভেঙে ফেলা এবং সমাবেশের কাজকে সহজতর করে। যাইহোক, সময়ের সাথে সাথে, টেপটি তার কিছু শক্ত করার শক্তি হারাতে পারে, যা সেখানে একটি স্নাগ ফিট নিশ্চিত করার জন্য আর যথেষ্ট নয়। টুইস্টেড ক্ল্যাম্পের সাহায্যে থ্রেডেড সংযোগের মাধ্যমে ক্ল্যাম্পিং বল সামঞ্জস্য করা হয়। যাইহোক, এই ধরনের clamps এর যোগাযোগের চাপ পর্যায়ক্রমে পরীক্ষা করা আবশ্যক। অ্যাডজাস্টিং স্ক্রুকে খুব বেশি শক্ত করা থ্রেডগুলির ক্ষতি করতে পারে, বিশেষ করে যদি সেগুলি ব্যান্ডের পৃষ্ঠে কাটা হয়।
কুলিং সিস্টেমের উপাদান। ধাতব ক্ল্যাম্প সকেটে তারের যথাযথ ক্ল্যাম্পিং নিশ্চিত করে। এটি একটি বাঁকানো বা স্ব-আঁটসাঁট টেপ হতে পারে। স্ব-আঁটসাঁট ব্যান্ডেজ কুলিং সিস্টেমে সমস্ত ভেঙে ফেলা এবং সমাবেশের কাজকে সহজতর করে। যাইহোক, সময়ের সাথে সাথে, টেপটি তার কিছু শক্ত করার শক্তি হারাতে পারে, যা সেখানে একটি স্নাগ ফিট নিশ্চিত করার জন্য আর যথেষ্ট নয়। টুইস্টেড ক্ল্যাম্পের সাহায্যে থ্রেডেড সংযোগের মাধ্যমে ক্ল্যাম্পিং বল সামঞ্জস্য করা হয়। যাইহোক, এই ধরনের clamps এর যোগাযোগের চাপ পর্যায়ক্রমে পরীক্ষা করা আবশ্যক। অ্যাডজাস্টিং স্ক্রুকে খুব বেশি শক্ত করা থ্রেডগুলির ক্ষতি করতে পারে, বিশেষ করে যদি সেগুলি ব্যান্ডের পৃষ্ঠে কাটা হয়।
কুলিং সিস্টেমে সংযোগগুলির নিবিড়তা কেবল ক্ল্যাম্পগুলির উপরই নয়, পায়ের পাতার মোজাবিশেষের উপরও নির্ভর করে। বেশিরভাগ ক্ষেত্রে, এগুলি অতিরিক্ত অভ্যন্তরীণ শক্তিবৃদ্ধি সহ রাবার তার। বার্ধক্য প্রক্রিয়া ধীরে ধীরে তারগুলি ধ্বংস করে। এটি রাবারের পৃষ্ঠে ছোট ফাটলগুলির একটি স্পষ্টভাবে দৃশ্যমান নেটওয়ার্ক দ্বারা প্রমাণিত। যদি কর্ডটি ফুলে যায়, তবে এর অভ্যন্তরীণ বর্ম কাজ করা বন্ধ করে দিয়েছে এবং অবিলম্বে প্রতিস্থাপন করতে হবে।
সঠিক আঁটসাঁটতার জন্য কুলিং সিস্টেমের একটি গুরুত্বপূর্ণ অংশ হল অন্তর্নির্মিত অতিরিক্ত চাপ এবং নিম্নচাপ ভালভ সহ রেডিয়েটর ক্যাপ। যখন কুলিং সিস্টেমে চাপ সেট মানের উপরে উঠে যায়, তখন রিলিফ ভালভ খোলে, যা তরলকে সম্প্রসারণ ট্যাঙ্কে নিষ্কাশন করতে দেয়। যদি ভালভ গণনাকৃত একের চেয়ে কম চাপে কাজ করে, তাহলে রেডিয়েটর থেকে তরল প্রবাহ অনেক বেশি হবে এবং তরলের পরিমাণ আর সম্প্রসারণ ট্যাঙ্কে ফিট নাও হতে পারে।
প্রায়শই, কুলিং সিস্টেমে ফুটো হওয়ার কারণ একটি ক্ষতিগ্রস্ত সিলিন্ডার হেড গ্যাসকেট। কুল্যান্ট লিক যান্ত্রিক ক্ষতি এবং কুলিং সিস্টেমের ধাতব অংশগুলির ক্ষয় দ্বারা সৃষ্ট হয়। কুলিং সিস্টেম থেকে তরল পাম্প ইমপেলারের একটি ত্রুটিপূর্ণ সীলের মাধ্যমেও বেরিয়ে যায়।
