গ্যাস বিতরণ প্রক্রিয়া - ভালভ গ্রুপ
সন্তুষ্ট
সময় ও সময় দেওয়ার উদ্দেশ্য:
1.1। গ্যাস বিতরণ ব্যবস্থার উদ্দেশ্য:
ভালভ টাইমিং মেকানিজমের উদ্দেশ্য হল ইঞ্জিন সিলিন্ডারে একটি তাজা জ্বালানী মিশ্রণ প্রেরণ করা এবং নিষ্কাশন গ্যাসগুলি ছেড়ে দেওয়া। গ্যাস এক্সচেঞ্জ ইনলেট এবং আউটলেট খোলার মাধ্যমে সঞ্চালিত হয়, যা স্বীকৃত ইঞ্জিন অপারেশন পদ্ধতি অনুসারে টাইমিং বেল্ট উপাদানগুলি দ্বারা হারমেটিকভাবে সিল করা হয়।
১.২ ভালভ গ্রুপ অ্যাসাইনমেন্ট:
ভালভ গ্রুপের উদ্দেশ্য হল হার্মেটিক্যালি ইনলেট এবং আউটলেট পোর্টগুলি বন্ধ করা এবং নির্দিষ্ট সময়ের জন্য নির্দিষ্ট সময়ে সেগুলি খোলা।
1.3। সময় টাইপ:
ইঞ্জিন সিলিন্ডারগুলি যে অঙ্গগুলির সাথে পরিবেশের সাথে সংযুক্ত রয়েছে তার উপর নির্ভর করে, সময় বেল্টটি ভালভ, স্পুল এবং সংযুক্ত।
1.4। সময়ের ধরণের তুলনা:
তুলনামূলকভাবে সহজ নকশা এবং নির্ভরযোগ্য অপারেশনের কারণে ভালভের সময়টি সবচেয়ে সাধারণ common কাজের জায়গাগুলির আদর্শ এবং নির্ভরযোগ্য সিলিং, ভাল্ব সিলিন্ডারগুলিতে উচ্চ চাপে স্থির থাকার কারণে, একটি ভালভ বা সংযুক্ত সময়কালে একটি গুরুতর সুবিধা দেয় achieved সুতরাং, ভালভ সময় ক্রমবর্ধমান ব্যবহৃত হয়।

ভালভ গ্রুপ ডিভাইস:
2.1। ভালভ ডিভাইস:
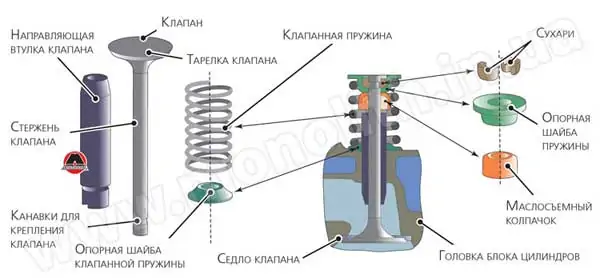
ইঞ্জিন ভালভ একটি কান্ড এবং একটি মাথা গঠিত। মাথা প্রায়শই সমতল, উত্তল বা বেল-আকৃতির তৈরি হয়। মাথার একটি ছোট নলাকার বেল্ট রয়েছে (প্রায় 2 মিমি) এবং একটি 45˚ বা 30˚ সিলিং বেভেল। সিলিন্ড্রিকাল বেল্ট একদিকে সিলিং বেভেল পিষে যখন প্রধান ভালভ ব্যাস বজায় রাখতে দেয় এবং অন্যদিকে ভাল্বের অনমনীয়তা বৃদ্ধি করে এবং এর ফলে বিকৃতি রোধ করে। সর্বাধিক বিস্তৃত একটি সমতল মাথা এবং 45˚ সিলিং চাম্পারযুক্ত ভালভ (এগুলি প্রায়শই ভোজনের ভালভ হয়) এবং সিলিন্ডারগুলি পূরণ এবং পরিষ্কার করার জন্য, খাওয়ার ভালভটি এক্সস্টাস্ট ভালভের চেয়ে বড় ব্যাস থাকে। এক্সস্টাস্ট ভালভগুলি প্রায়শই একটি গম্বুজযুক্ত বল মাথা দিয়ে তৈরি করা হয়।
এটি সিলিন্ডার থেকে নিষ্কাশন গ্যাসের বহিঃপ্রবাহকে উন্নত করে এবং ভালভের শক্তি এবং দৃঢ়তাও বাড়ায়। ভালভের মাথা থেকে তাপ অপসারণের অবস্থার উন্নতি করতে এবং ভালভের সামগ্রিক অ-বিকৃততা বাড়ানোর জন্য, মাথা এবং স্টেমের মধ্যে স্থানান্তরটি 10˚ - 30˚ কোণে এবং বক্রতার একটি বড় ব্যাসার্ধের সাথে তৈরি করা হয়। ভালভ স্টেমের উপরের প্রান্তে, ভালভের সাথে স্প্রিং সংযুক্ত করার গৃহীত পদ্ধতির উপর নির্ভর করে খাঁজগুলি একটি শঙ্কু, নলাকার বা বিশেষ আকৃতির তৈরি হয়। বিস্ফোরিত ভালভের তাপীয় চাপ কমাতে বেশ কয়েকটি ইঞ্জিনে সোডিয়াম কুলিং ব্যবহার করা হয়। এটি করার জন্য, ভালভটি ঠালা করা হয় এবং ফলস্বরূপ গহ্বরটি অর্ধেক সোডিয়াম দিয়ে ভরা হয়, যার গলনাঙ্ক 100 ডিগ্রি সেন্টিগ্রেড। যখন ইঞ্জিন চলছে, সোডিয়াম গলে যায় এবং ভালভ গহ্বরের মধ্য দিয়ে ভ্রমণ করে, গরম মাথা থেকে কুল্যান্ট স্টেমে এবং সেখান থেকে ভালভ অ্যাকচুয়েটরে তাপ স্থানান্তর করে।
2.2। ভালভকে তার বসন্তে সংযুক্ত করা:
এই ইউনিটের ডিজাইনগুলি অত্যন্ত বৈচিত্র্যময়, তবে সর্বাধিক সাধারণ নকশাটি অর্ধ-শঙ্কুযুক্ত with দুটি অর্ধ-শঙ্কুগুলির সাহায্যে, যা ভালভ স্টেমের তৈরি চ্যানেলগুলিতে প্রবেশ করে, প্লেটটি চাপানো হয়, যা বসন্তকে ধরে রাখে এবং ইউনিটকে বিচ্ছিন্ন করার অনুমতি দেয় না। এটি বসন্ত এবং ভালভের মধ্যে একটি সংযোগ তৈরি করে।
2.3। ভালভ আসনের অবস্থান:
সমস্ত আধুনিক ইঞ্জিনে, এক্সস্টাস্ট আসনগুলি সিলিন্ডার মাথা থেকে আলাদাভাবে তৈরি করা হয়। সিলিন্ডার হেড অ্যালুমিনিয়ামের তৈরি হয়ে গেলে এগুলি স্তন্যপান কাপের জন্যও ব্যবহৃত হয়। যখন এটি লোহা নিক্ষেপ করা হয়, স্যাডলগুলি এতে তৈরি করা হয়। কাঠামোগতভাবে, আসনটি একটি আংটি যা একটি বিশেষভাবে মেশিনযুক্ত আসনে সিলিন্ডারের মাথার সাথে সংযুক্ত থাকে। একই সময়ে, খাঁজগুলি কখনও কখনও সিটের বাইরের পৃষ্ঠের উপর তৈরি করা হয়, যা সিটে চাপলে সিলিন্ডারের মাথার উপাদান দিয়ে পূর্ণ হয়, যার ফলে তাদের নির্ভরযোগ্য দৃten়তা নিশ্চিত হয়। ক্ল্যাম্পিংয়ের পাশাপাশি, স্যাডলটি দুলিয়েও দ্রুত করা যায়। ভালভ বন্ধ থাকাকালীন কাজের জায়গার দৃness়তা নিশ্চিত করার জন্য, আসনের কাজের পৃষ্ঠটি ভালভের মাথার সিলিং চাম্পার হিসাবে একই কোণে মেশিন করা উচিত। এর জন্য, স্যাডলগুলি 15 tools এর কোণে এবং প্রায় 45 মিমি প্রস্থের একটি সিলিং টেপ প্রাপ্ত করার জন্য 75 টি নয়, 45˚ এবং 2˚ কোণগুলিকে তীক্ষ্ণ কোণগুলির সাথে বিশেষ সরঞ্জাম দিয়ে মেশানো হয়। বাকী কোণগুলি স্যাডলের চারপাশে প্রবাহকে উন্নত করার জন্য তৈরি করা হয়েছে।
2.4। ভালভ গাইডের অবস্থান:
গাইডগুলির ডিজাইনটি খুব বৈচিত্র্যময়। বেশিরভাগ ক্ষেত্রে, একটি মসৃণ বাইরের পৃষ্ঠ সহ গাইড ব্যবহার করা হয়, যা একটি কেন্দ্রবিহীন নদীর গভীরতানির্ণয় মেশিনে তৈরি করা হয়। একটি বাহ্যিক রক্ষণাবেক্ষণের স্ট্র্যাপ সহ গাইডগুলি বেঁধে রাখা সহজ তবে করা আরও শক্ত er এর জন্য, বেল্টের পরিবর্তে গাইডে স্টপ রিংয়ের জন্য একটি চ্যানেল তৈরি করা আরও সমীচীন। উষ্ণ নিষ্ক্রিয় গ্যাস প্রবাহের অক্সিডেটিভ প্রভাবগুলি থেকে তাদের রক্ষা করার জন্য প্রায়শই নির্গমন ভালভ গাইডগুলি ব্যবহৃত হয়। এই ক্ষেত্রে, দীর্ঘ গাইড তৈরি করা হয়, যার বাকি অংশ সিলিন্ডার হেড এক্সস্টাস্ট চ্যানেলে থাকে। গাইড এবং ভালভ মাথার মধ্যে দূরত্ব হ্রাস হওয়ার সাথে সাথে ভাল্বের মাথার পাশের দিকের গাইডের গর্তটি ভালভের মাথার অঞ্চলে সঙ্কুচিত হয় বা প্রশস্ত হয়।

২.৫ স্প্রিংস ডিভাইস:
আধুনিক ইঞ্জিনগুলিতে, একটি ধ্রুবক পিচ সহ সর্বাধিক সাধারণ নলাকার স্প্রিংস। সমর্থনকারী পৃষ্ঠতল গঠনের জন্য, বসন্তের কয়েলগুলির শেষগুলি একে অপরের বিরুদ্ধে একত্রিত করা হয় এবং তাদের কপাল দিয়ে আবদ্ধ করা হয় যার ফলস্বরূপ মোট কয়লার সংখ্যা কার্যক্ষম ঝর্ণার সংখ্যার চেয়ে দুই থেকে তিনগুণ বেশি। শেষের কয়েলগুলি প্লেটের একপাশে এবং সিলিন্ডারের মাথা বা ব্লকের অন্য দিকে সমর্থিত। যদি অনুরণনের ঝুঁকি থাকে তবে ভাল্ব স্প্রিংগুলি পরিবর্তনশীল পিচ দিয়ে তৈরি করা হয়। স্টেপড গিয়ারবক্সটি বসন্তের এক প্রান্ত থেকে অন্য প্রান্তে বা মাঝ থেকে উভয় প্রান্তে বাঁকানো। ভালভটি খোলার পরে একে অপরের সান্নিধ্যের মোড় ঘুরিয়ে দেওয়া, ফলস্বরূপ কার্যক্ষম উইন্ডিংয়ের সংখ্যা হ্রাস পায় এবং বসন্তের মুক্ত দোলনের ফ্রিকোয়েন্সি বৃদ্ধি পায়। এটি অনুরণনের শর্তগুলি সরিয়ে দেয়। একই উদ্দেশ্যে, কখনও কখনও শঙ্কুযুক্ত ঝরনা ব্যবহার করা হয়, যার প্রাকৃতিক ফ্রিকোয়েন্সি তাদের দৈর্ঘ্যের সাথে পরিবর্তিত হয় এবং অনুরণনের ঘটনাটি বাদ দেওয়া হয়।
2.6। ভালভ গ্রুপ উপাদান উত্পাদন জন্য উপকরণ:
• ভালভ - ক্রোম (40x), ক্রোমিয়াম নিকেল (40XN) এবং অন্যান্য খাদ স্টিলে সাকশন ভালভ পাওয়া যায়। নিষ্কাশন ভালভ ক্রোমিয়াম, নিকেল এবং অন্যান্য সংকর ধাতুর উচ্চ সামগ্রী সহ তাপ-প্রতিরোধী স্টিল দিয়ে তৈরি: 4Kh9S2, 4Kh10S2M, Kh12N7S, 40SH10MA।
• ভালভ আসন - উচ্চ তাপমাত্রা প্রতিরোধী ইস্পাত, ঢালাই লোহা, অ্যালুমিনিয়াম ব্রোঞ্জ বা সারমেট ব্যবহার করা হয়।
• ভালভ গাইডগুলি তৈরি করা কঠিন পরিবেশ এবং উচ্চ তাপ এবং পরিধান প্রতিরোধের এবং ভাল তাপ পরিবাহিতা, যেমন ধূসর মুক্তালিটিক ঢালাই লোহা এবং অ্যালুমিনিয়াম ব্রোঞ্জের মতো উপকরণগুলির ব্যবহার প্রয়োজন৷
• স্প্রিংস - স্প্রিং স্টোমা থেকে উইন্ডিং তার দ্বারা তৈরি, যেমন 65G, 60C2A, 50HFA।
ভালভ গ্রুপ অপারেশন:
৩.১০। সিঙ্ক্রোনাইজেশন প্রক্রিয়া:
সিঙ্ক্রোনাইজেশন মেকানিজম ক্র্যানশ্যাফ্টের সাথে গতিযুক্তভাবে সংযুক্ত, এটির সাথে সিঙ্ক্রোনসিভ চলমান। টাইমিং বেল্ট স্বীকৃত অপারেটিং পদ্ধতি অনুসারে স্বতন্ত্র সিলিন্ডারগুলির খাঁড়ি এবং আউটলেট পোর্টগুলি খোলে এবং সিল করে। সিলিন্ডারে গ্যাস এক্সচেঞ্জের প্রক্রিয়া এটি।
৩.২ সময় ড্রাইভের ক্রিয়া:
টাইমিং ড্রাইভ ক্যামশ্যাফটের অবস্থানের উপর নির্ভর করে।
• একটি নিম্ন শ্যাফ্ট দিয়ে - মসৃণ অপারেশনের জন্য স্পার গিয়ারগুলি বাঁকযুক্ত দাঁত দিয়ে তৈরি করা হয় এবং নীরব অপারেশনের জন্য, গিয়ার রিংটি টেক্সোলাইট দিয়ে তৈরি করা হয়। একটি পরজীবী গিয়ার বা চেইন দীর্ঘ দূরত্বে ড্রাইভ সরবরাহ করতে ব্যবহৃত হয়।
• শীর্ষ খাদ সঙ্গে - রোলার চেইন. তুলনামূলকভাবে কম নয়েজ লেভেল, সাধারণ ডিজাইন, কম ওজন, কিন্তু সার্কিটটি শেষ হয়ে যায় এবং প্রসারিত হয়। একটি নিওপ্রিন-ভিত্তিক টাইমিং বেল্টের মাধ্যমে স্টিলের তার দিয়ে শক্তিশালী করা হয় এবং একটি পরিধান-প্রতিরোধী নাইলন স্তর দিয়ে আবৃত করা হয়। সহজ নকশা, শান্ত অপারেশন।
3.3। গ্যাস বিতরণ প্রকল্প:
ভালভের মাধ্যমে গ্যাসগুলি উত্তরণের জন্য সরবরাহ করা মোট প্রবাহ অঞ্চলটি এটি খোলার সময়কালের উপর নির্ভর করে। আপনি জানেন যে, ফোর-স্ট্রোক ইঞ্জিনগুলিতে, খাওয়ার এবং নিষ্কাশন স্ট্রোক প্রয়োগের জন্য, একটি পিস্টন স্ট্রোক সরবরাহ করা হয়, এটি ক্র্যাঙ্কশ্যাফ্টের 180 ˚ ঘূর্ণনের সাথে সম্পর্কিত ˚ তবে, অভিজ্ঞতাটি দেখিয়েছে যে সিলিন্ডারের আরও ভাল ভরাট এবং পরিষ্কার করার জন্য প্রয়োজনীয় পিস্টন স্ট্রোকের তুলনায় ফিলিং এবং খালি প্রক্রিয়াগুলির সময়কাল বেশি হওয়া প্রয়োজন necessary ভালভের উদ্বোধন এবং বন্ধ পিস্টন স্ট্রোকের মৃত পয়েন্টগুলিতে করা উচিত নয়, তবে কিছুটা ছাড়িয়ে যাওয়া বা বিলম্বের সাথে।
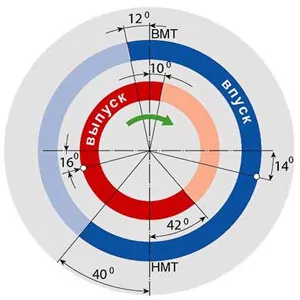
ভালভ খোলার এবং শেষের সময়গুলি ক্র্যাঙ্কশ্যাফ্টের ঘূর্ণনের কোণগুলিতে প্রকাশিত হয় এবং এটিকে ভালভের সময় বলা হয়। বৃহত্তর নির্ভরযোগ্যতার জন্য, এই পর্যায়গুলি পাই চার্ট আকারে তৈরি করা হয় (চিত্র 1)।
পিস্টন উপরের ডেড সেন্টারে পৌঁছানোর আগে সাকশন ভালভ সাধারণত φ1 = 5˚ – 30˚ একটি ওভাররান কোণ দিয়ে খোলে। এটি ফিলিং স্ট্রোকের একেবারে শুরুতে একটি নির্দিষ্ট ভালভ ক্রস-সেকশন নিশ্চিত করে এবং এইভাবে সিলিন্ডারের ভরাট উন্নত করে। পিস্টন নীচের মৃত কেন্দ্র অতিক্রম করার পরে সাকশন ভালভটি একটি বিলম্ব কোণ φ2 = 30˚ - 90˚ দিয়ে বন্ধ করা হয়। ইনলেট ভালভ ক্লোজিং বিলম্ব তাজা জ্বালানী মিশ্রণের গ্রহণকে রিফুয়েলিং উন্নত করতে এবং তাই ইঞ্জিনের শক্তি বাড়াতে ব্যবহার করার অনুমতি দেয়।
নিষ্কাশন ভালভ একটি ওভারটেকিং কোণ φ3 = 40˚ – 80˚ দিয়ে খোলা হয়, অর্থাৎ স্ট্রোকের শেষে, যখন সিলিন্ডারের গ্যাসের চাপ তুলনামূলকভাবে বেশি হয় (0,4 - 0,5 MPa)। এই চাপে শুরু হওয়া গ্যাস সিলিন্ডারের নিবিড় নির্গমন, চাপ এবং তাপমাত্রার দ্রুত হ্রাসের দিকে নিয়ে যায়, যা কার্যকরী গ্যাসগুলিকে স্থানচ্যুত করার কাজকে উল্লেখযোগ্যভাবে হ্রাস করে। নিষ্কাশন ভালভ একটি বিলম্ব কোণ φ4 = 5˚ - 45˚ দিয়ে বন্ধ হয়। এই বিলম্ব নিষ্কাশন গ্যাস থেকে দহন চেম্বারের একটি ভাল পরিষ্কার প্রদান করে।
ডায়াগনস্টিকস, রক্ষণাবেক্ষণ, মেরামত:
4.1। কারণ নির্ণয়
ডায়াগনস্টিক লক্ষণ:
- •অভ্যন্তরীণ দহন ইঞ্জিনের শক্তি হ্রাস:
- হ্রাস ছাড়পত্র;
- অসম্পূর্ণ ভালভ ফিট;
- বাজেয়াপ্ত ভালভ।
Fuel জ্বালানি খরচ বৃদ্ধি: - ভালভ এবং উত্তোলনকারীদের মধ্যে হ্রাস ছাড়পত্র;
- অসম্পূর্ণ ভালভ ফিট;
- বাজেয়াপ্ত ভালভ।
• অভ্যন্তরীণ দহন ইঞ্জিনগুলিতে পরুন: - ক্যামশ্যাফ্ট পরিধান;
- ক্যামশ্যাফ্ট ক্যামগুলি খোলার;
- ভালভ কান্ড এবং ভালভ বুশিংসের মধ্যে বর্ধিত ছাড়পত্র;
- ভালভ এবং লিফটারগুলির মধ্যে বৃহত ছাড়পত্র;
- ফ্র্যাকচার, ভালভ স্প্রিংসগুলির স্থিতিস্থাপকতার লঙ্ঘন।
Pressure নিম্নচাপ সূচক: - ভালভের আসনগুলি নরম;
- নরম বা ভাঙা ভালভ বসন্ত;
- ভালভ বার্ন;
- পোড়া বা ছেঁড়া সিলিন্ডার মাথা গ্যাসকেট
- অযৌক্তিকর তাপ ব্যবধান।
Pressure উচ্চ চাপ সূচক। - মাথা উচ্চতা হ্রাস;
সময় নির্ণয়ের পদ্ধতি:
The সংকোচনের স্ট্রোকের শেষে সিলিন্ডারে চাপ পরিমাপ। পরিমাপের সময়, নিম্নলিখিত শর্তগুলি অবশ্যই পূরণ করতে হবে: দহন ইঞ্জিনটি অপারেটিং তাপমাত্রায় উত্তপ্ত করতে হবে; স্পার্ক প্লাগগুলি অপসারণ করতে হবে; আনয়ন কয়েলটির কেন্দ্রের কেবলটি অবশ্যই তেলতে হবে এবং থ্রোটল এবং এয়ার ভাল্ব খুলতে হবে। পরিমাপ সংক্ষেপক ব্যবহার করে সঞ্চালিত হয়। পৃথক সিলিন্ডারগুলির মধ্যে চাপের পার্থক্যটি 5% এর বেশি হওয়া উচিত নয়।
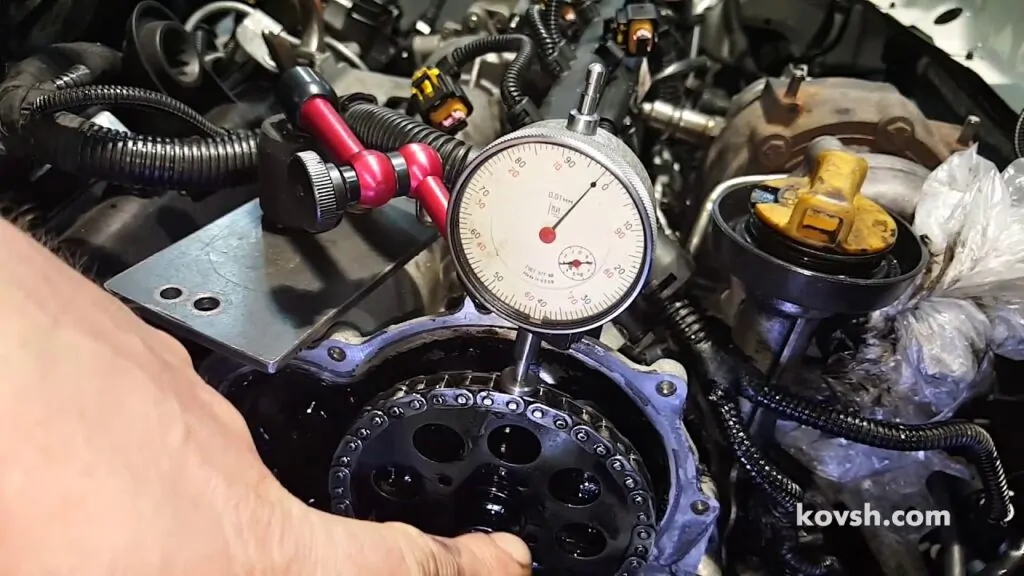
4.2। টাইমিং বেল্টে তাপীয় ছাড়পত্র সমন্বয়:
প্রথম সিলিন্ডার দিয়ে শুরু করে ইঞ্জিন অপারেশনের ক্রম অনুসারে চাপ গেজ প্লেটগুলি ব্যবহার করে তাপীয় ব্যবধানটি পরীক্ষা করা ও সামঞ্জস্য করা হয়। গ্যাপটি সাধারণ গ্যাপের সাথে সামঞ্জস্য রেখে অবাধে পাস করলে গ্যাপটি যথাযথভাবে সমন্বয় করা হয়। ছাড়পত্র সামঞ্জস্য করার সময়, স্ক্রু ড্রাইভারের সাথে অ্যাডজাস্টিং স্ক্রুটি ধরে রাখুন, লকনট আলগা করুন, ভালভ স্টেম এবং কাপলিংয়ের মধ্যে ক্লিয়ারেন্স প্লেটটি রাখুন এবং প্রয়োজনীয় ছাড়পত্র সেট করতে অ্যাডজাস্টিং স্ক্রুটি ঘুরিয়ে দিন। তারপরে লক বাদামটি শক্ত করা হয়।

4.3। ভালভ গ্রুপ মেরামতের:
• ভালভ মেরামত - প্রধান ত্রুটিগুলি হল শঙ্কুযুক্ত কাজের পৃষ্ঠের পরিধান এবং জ্বলন, কান্ডের পরিধান এবং ফাটল দেখা দেওয়া। যদি মাথা পুড়ে যায় বা ফাটল দেখা দেয় তবে ভালভগুলি ফেলে দেওয়া হয়। বাঁকানো ভালভের ডালপালা একটি হাতের প্রেসে একটি টুল ব্যবহার করে সোজা করা হয়। জীর্ণ ভালভের ডালপালা ক্রোনাইজেশন বা ইস্ত্রি করে মেরামত করা হয় এবং তারপর নামমাত্র বা বড় আকারের মেরামতের আকারে গ্রাউন্ড করা হয়। ভালভ মাথার জীর্ণ কাজ পৃষ্ঠ একটি মেরামত আকার স্থল হয়. ভালভ ঘষিয়া তুলিয়া ফেলিতে সক্ষম পেস্ট সঙ্গে আসন lapped হয়. কব্জাযুক্ত ভালভগুলিতে কেরোসিন ঢেলে নাকালের সঠিকতা পরীক্ষা করা হয়, যদি এটি ফুটো না হয় তবে 4-5 মিনিটের জন্য গ্রাইন্ডিং করা ভাল। ভালভ স্প্রিংস পুনরুদ্ধার করা হয় না, কিন্তু নতুন দিয়ে প্রতিস্থাপিত হয়।
প্রশ্ন এবং উত্তর:
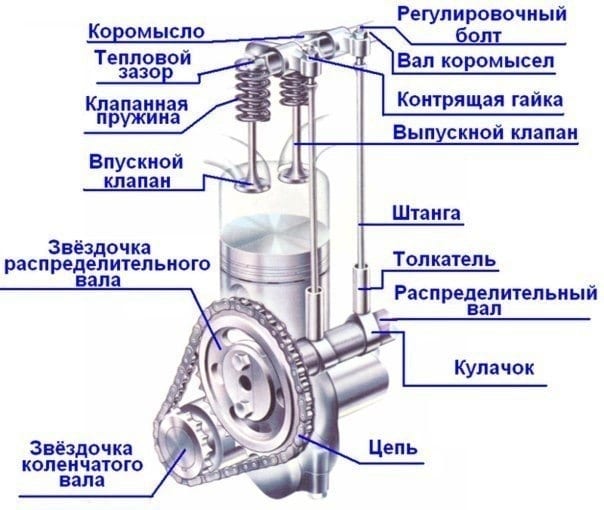
গ্যাস বন্টন ব্যবস্থায় কী অন্তর্ভুক্ত করা হয়? এটি সিলিন্ডারের মাথায় অবস্থিত। এর ডিজাইনের মধ্যে রয়েছে: একটি ক্যামশ্যাফ্ট বিছানা, একটি ক্যামশ্যাফ্ট, ভালভ, রকার আর্মস, পুশার, হাইড্রোলিক লিফটার এবং কিছু মডেলে, একটি ফেজ শিফটার।
Дইঞ্জিন টাইমিং কিসের জন্য? এই প্রক্রিয়াটি বায়ু-জ্বালানী মিশ্রণের একটি তাজা অংশের সময়মত সরবরাহ এবং নিষ্কাশন গ্যাস অপসারণ নিশ্চিত করে। পরিবর্তনের উপর নির্ভর করে, এটি ভালভ টাইমিংয়ের সময় পরিবর্তন করতে পারে।
গ্যাস বিতরণ ব্যবস্থা কোথায় অবস্থিত? একটি আধুনিক অভ্যন্তরীণ জ্বলন ইঞ্জিনে, গ্যাস বিতরণ প্রক্রিয়াটি সিলিন্ডারের মাথার সিলিন্ডার ব্লকের উপরে অবস্থিত।
