ZMZ–409051.10 টাইমিং মার্ক ইনস্টল করা
টাইমিং মার্ক ZMZ-409051.10 এবং ZMZ-409052.10 ইনস্টলেশন
ভালভের সময় পরীক্ষা করা এবং সামঞ্জস্য করা।
অপারেশন চলাকালীন, চেইন প্রসারিতকরণ এবং স্প্রোকেট দাঁত পরিধানের ফলে, নামমাত্র মান থেকে ভালভের সময়ের একটি উল্লেখযোগ্য বিচ্যুতি সম্ভব। সঠিক ভালভের সময় ইঞ্জিন শক্তি, টর্ক এবং অর্থনীতিকে প্রভাবিত করার অন্যতম গুরুত্বপূর্ণ কারণ।
অন্যান্য মোটর ইনপুট:
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনের বিবরণ।
- ইঞ্জিন শনাক্তকরণ নম্বর ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO")।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনে ব্যবহৃত অপারেটিং উপকরণ।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনগুলির ক্র্যাঙ্ক প্রক্রিয়া।
- গ্যাস বিতরণ প্রক্রিয়া ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO")।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনগুলির জন্য তৈলাক্তকরণ ব্যবস্থা।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনের জন্য কুলিং সিস্টেম।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনগুলির জন্য ইনটেক সিস্টেম, নিষ্কাশন গ্যাস এবং ক্র্যাঙ্ককেস বায়ুচলাচল ব্যবস্থা।
- UAZ Profi ইঞ্জিন ম্যানেজমেন্ট সিস্টেম। বর্ণনা। সেন্সর এবং actuators. (ZMZ-409)।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনের বৈদ্যুতিক সরঞ্জাম।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনগুলির রক্ষণাবেক্ষণ।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনগুলির সম্ভাব্য ত্রুটি এবং তাদের নির্মূল করার পদ্ধতি।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিন মেরামত।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনের সমাবেশ।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনগুলিতে আনুষাঙ্গিক ইনস্টল করার পদ্ধতি।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনের কাপলিং অংশগুলির মাত্রা।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনের থ্রেডেড সংযোগের জন্য টর্ক শক্ত করা।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনে ব্যবহৃত বিয়ারিং।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনে ব্যবহৃত তেল সীল এবং তেল সীল।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিন মেরামতের জন্য সরঞ্জাম এবং ফিক্সচার।
- ইঞ্জিন সিলিন্ডার ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") মেরামতের জন্য কিট।
- ZMZ-409051.10 এবং ZMZ-409052.10 ("ZMZ PRO") ইঞ্জিনগুলির জন্য অপারেটিং অবস্থার বিভাগ।
অতএব, ইঞ্জিনের শক্তি হ্রাস, অপারেটিং জ্বালানী খরচ বৃদ্ধি এবং অস্থির ইঞ্জিন অপারেশনের সাথে, এটি পরীক্ষা করা প্রয়োজন এবং প্রয়োজনে ভালভের সময় নির্ধারণটি সংশোধন করা প্রয়োজন।
এর জন্য, ইঞ্জিন প্রস্তুতকারকের দ্বারা উন্নত সরঞ্জামগুলির একটি সেট ব্যবহার করা হয়। সরঞ্জাম অন্তর্ভুক্ত:
- সেক্টর - 24-F-76167.001 (চিত্র 1)।
- ক্যাম টেমপ্লেট 252° - 24-F-76167.002 (চিত্র 2)।
- ক্যাম টেমপ্লেট 264° - 24-F-76167.003 (চিত্র 2)।
- ক্যামশ্যাফ্ট স্প্রোকেটগুলিতে পিনের জন্য অতিরিক্ত গর্ত ড্রিল করার জন্য টেমপ্লেট - 17-F-2349 (চিত্র 3)।
24-F-76167.001, সেক্টর।
চিত্র 1
24-F-76167.002 এবং 24-F-76167.003, কাফ টেমপ্লেট।
চিত্র ২.
17-F-2349, ড্রাইভার।
আকার 3.
ভালভের সময় পরীক্ষা করা এবং সামঞ্জস্য করা গাড়িতে ইনস্টল করা ইঞ্জিনে করা যেতে পারে।
ভালভের সময় পরীক্ষা করার জন্য, সমস্ত তার এবং পায়ের পাতার মোজাবিশেষ সংযোগ বিচ্ছিন্ন করে ভালভ কভার অপসারণ করা প্রয়োজন।
কর্মের অতিরিক্ত ক্রম:
- ক্র্যাঙ্কশ্যাফ্টকে ঘূর্ণনের দিকে (ঘড়ির কাঁটার দিকে) ঘুরিয়ে কম্প্রেশন স্ট্রোকে 1ম সিলিন্ডারের পিস্টনটিকে TDC-তে সেট করুন যতক্ষণ না ক্র্যাঙ্কশ্যাফ্ট পুলির ড্যাম্পার ডিস্কের চিহ্নগুলি চেইন কভারের জোয়ার-আকৃতির সূচক পাঁজরের সাথে মিলে যায় (চিত্র 4)।
চেইন কভারে ক্র্যাঙ্কশ্যাফ্ট পুলি এবং সূচকে ঝুঁকি।
চিত্র 4
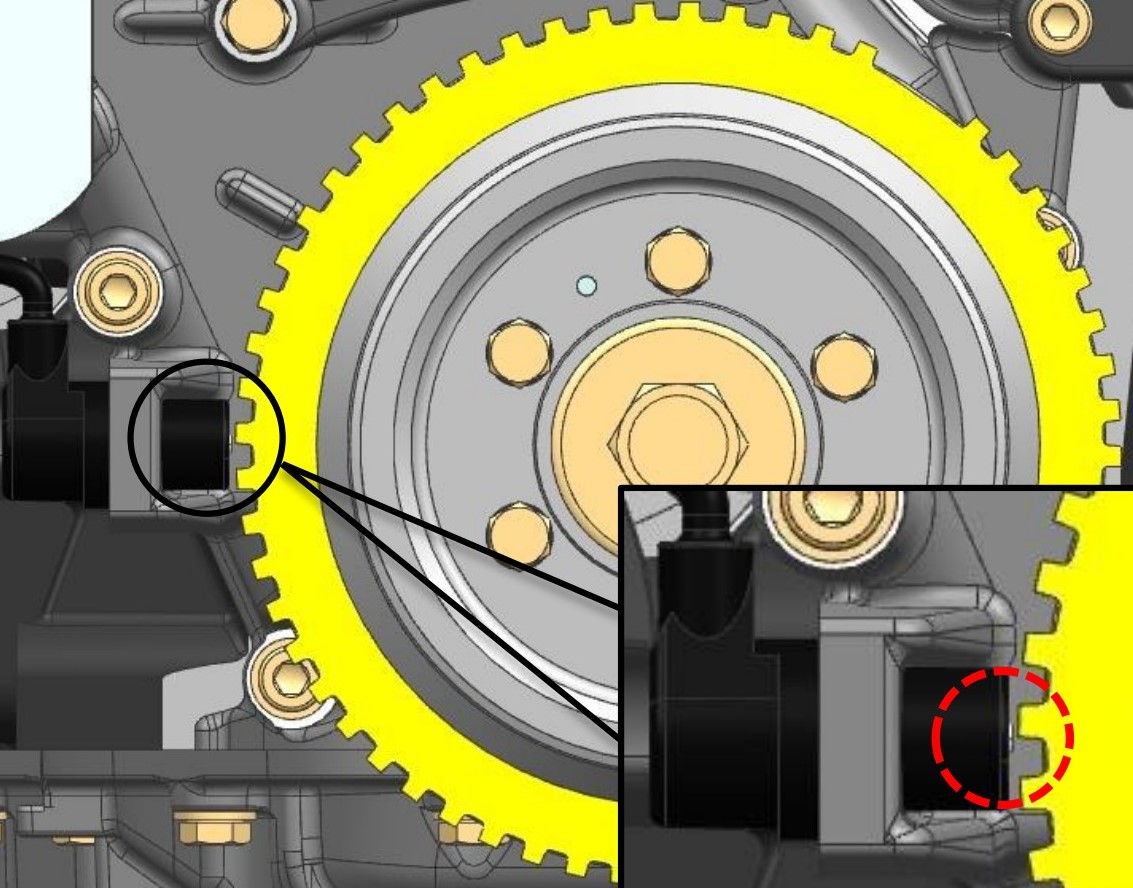
এছাড়াও, এই অবস্থানটি ভালভ টাইমিং সেন্সর কোর (চিত্র 20) এর অর্ধেকের বিপরীতে ক্র্যাঙ্কশ্যাফ্ট পুলি দাঁতের 5 দাঁতের স্থানচ্যুতি খোঁজার সাথে মিলবে।
মনোযোগ! ক্র্যাঙ্কশ্যাফটের ঘড়ির কাঁটার বিপরীতে ঘূর্ণন অনুমোদিত নয়।
চিত্র 5
এই ক্ষেত্রে, 1ম সিলিন্ডারের ক্যামশ্যাফ্ট ক্যাম এবং ক্যামশ্যাফ্ট স্প্রোকেটের চিহ্নগুলি চিত্র.6 অনুসারে অবস্থিত হওয়া উচিত।
কম্প্রেশন স্ট্রোকে TDC-তে প্রথম সিলিন্ডারের পিস্টনের অবস্থানে ক্যামশ্যাফ্টগুলির অবস্থানের চিত্র।
চিত্র 6
1 - নিষ্কাশন ক্যামশ্যাফ্ট স্প্রোকেটের উপর চিহ্ন; 2 - সিলিন্ডারের মাথার উপরের সমতল; 3 - ইনটেক ক্যামশ্যাফ্ট স্প্রোকেটের চিহ্ন।
যদি ক্যাম এবং চিহ্নগুলির শীর্ষগুলি ভিতরের দিকে অবস্থিত থাকে, তবে ক্র্যাঙ্কশ্যাফ্টটিকে আরও একটি পালা ঘোরাতে হবে।
TDC-তে 1ম সিলিন্ডারের পিস্টনের সুনির্দিষ্ট ইনস্টলেশন একটি ডায়াল ইন্ডিকেটর ব্যবহার করে করা যেতে পারে, যা 1ম সিলিন্ডারের স্পার্ক প্লাগ হোলে ইনস্টল এবং স্থির করা আছে।
- ইনটেক ক্যামশ্যাফ্টের প্রথম ক্যামের পিছনে সেক্টর 3 (চিত্র 7) ইনস্টল করুন - "A" দেখুন। সিলিন্ডার হেড 3 এর উপরের সমতলে সেক্টর 6 টিপে, প্রথম ক্যামের পৃষ্ঠে 2 এবং 4 টেমপ্লেটগুলিকে ঠিক করুন এবং দৃঢ়ভাবে টিপুন। এই ক্ষেত্রে, টেমপ্লেটের তীরটি Fig.6 অনুযায়ী সেক্টরে কোণ দেখাতে হবে।
ক্যামশ্যাফ্টের প্রথম ক্যামের কৌণিক অবস্থানের এই জাতীয় মানগুলির সাথে, ইঞ্জিনের সেরা প্রযুক্তিগত এবং অর্থনৈতিক সূচকগুলি অর্জন করা হয়।
পরিমাপ করার সময়, চেইনের সামনের শাখাটি (উপরের এবং মাঝারি শক শোষকের ক্ষেত্রে) টানতে হবে। এটি করার জন্য, ইনটেক ক্যামশ্যাফ্টটিকে ঘড়ির কাঁটার বিপরীত দিকে একটি রেঞ্চের সাহায্যে শ্যাফ্ট অক্ষের উপর একটি বর্গক্ষেত্রে ঘুরিয়ে দিন এবং এটিকে এই অবস্থায় ধরে রাখুন, ক্র্যাঙ্কশ্যাফ্টটিকে বাঁকানো থেকে রোধ করুন।
একইভাবে, এক্সস্ট ক্যামশ্যাফ্টের প্রথম ক্যামের কৌণিক অবস্থান পরীক্ষা করুন - "বি" দেখুন।
ক্যামশ্যাফ্টের কৌণিক অবস্থান পরীক্ষা করা হচ্ছে।
চিত্র 7
A - ইনটেক ক্যামশ্যাফ্টের কৌণিক অবস্থানের নিয়ন্ত্রণ;
বি - নিষ্কাশন ক্যামশ্যাফ্টের কৌণিক অবস্থানের নিয়ন্ত্রণ।
1 – প্রথম সিলিন্ডারের ইনলেট ভালভের একটি ক্যাম; 2 – একটি তীর সহ ক্যাম টেমপ্লেট (24-F-76167.002); 3 - সেক্টর; 4 – একটি তীর সহ ক্যাম টেমপ্লেট (24-F-76167.003); 5 – প্রথম সিলিন্ডারের নিষ্কাশন ভালভের একটি ক্যাম; 6 - সিলিন্ডার মাথা; 7 - জলবাহী pusher.
যদি কোণের পরিমাপ করা মান সহনশীলতার বাইরে থাকে (চিত্র 6), তাহলে ভালভের সময় ইনস্টলেশন সামঞ্জস্য করা প্রয়োজন।
ফেজ সেটিং সংশোধন করতে, এই পদক্ষেপগুলি অনুসরণ করুন:
- সামনের সিলিন্ডারের হেড কভারটি সরান।
- কভার ফিক্সিং স্ক্রুগুলি আলগা করুন এবং গ্যাসকেট এবং সাউন্ডপ্রুফ ওয়াশার দিয়ে উপরের হাইড্রোলিক টেনশনার কভারটি সরিয়ে দিন। অ্যাডাপ্টারের সাথে উপরের হাইড্রোলিক টেনশনটি সরান।
- উপরের এবং মাঝের চেইন গাইডগুলিকে তাদের ফিক্সিং স্ক্রুগুলি খুলে ফেলুন।
- ক্যামশ্যাফ্ট স্প্রোকেটগুলিকে সরিয়ে ফেলুন তাদের বেঁধে দেওয়া স্ক্রুগুলি খুলে ফেলুন যখন শ্যাফ্ট হাউজিংয়ের স্কোয়ারের মধ্য দিয়ে একটি রেঞ্চ দিয়ে শ্যাফ্টগুলিকে ধরে রাখুন। ক্যামশ্যাফ্ট স্প্রোকেট থেকে সরানো চেইনটিকে কাউন্টারশ্যাফ্ট স্প্রোকেট থেকে পিছলে যেতে দেবেন না।
- На основе отвертки 17-F-2349, установленной на звездочке распределительного вала, просверлите шесть дополнительных отверстий 1/4″ 3 (рис. в каждой звездочке.
ইনটেক ক্যামশ্যাফ্ট স্প্রোকেটে, গর্তে পিন 2 সহ টেমপ্লেটটি ইনস্টল করুন। এক্সজস্ট ক্যামশ্যাফ্ট স্প্রোকেটে, পিনটি 4-এ হোল সহ।
sprockets উপর অতিরিক্ত মাউন্ট গর্ত.
চিত্র 8
1 - স্ট্যাম্প; 2 - ফ্যাক্টরি মাউন্টিং হোল যখন ইনটেক ক্যামশ্যাফ্টে ইনস্টল করা হয়; 3 - অতিরিক্ত মাউন্ট গর্ত; 4 - নিষ্কাশন ক্যামশ্যাফ্টে ইনস্টল করার সময় কারখানা মাউন্টিং গর্ত; 5 - লেবেল।
অতিরিক্ত গর্তগুলির মধ্যে একটিতে ক্যামশ্যাফ্ট স্প্রোকেট ইনস্টল করার ফলে, আপনি ক্যামশ্যাফ্টের ঘূর্ণনের কোণে একটি পরিবর্তন পাবেন, একটি ক্যাম প্যাটার্ন এবং একটি সেক্টর ব্যবহার করে পরিমাপ করা হয়, ডুমুর অনুসারে মান দ্বারা। আট
প্রয়োজনীয় পরিমাণ কৌণিক স্থানচ্যুতি সহ স্প্রোকেটের একটি গর্তের পছন্দটি নামমাত্র মান থেকে ক্যামের অবস্থানের বিচ্যুতির উপর নির্ভর করে করা উচিত।
সতর্কতা
একটি অতিরিক্ত গর্তে একটি তারকাচিহ্ন ইনস্টল করার সময়, স্প্রোকেটের ইনস্টলেশন চিহ্ন 1 সিলিন্ডারের মাথার উপরের সমতলের সাথে মিলবে না যখন 1 ম সিলিন্ডারের পিস্টনটি TDC এ থাকে৷
তারপরে নিম্নলিখিত ক্রম অনুসারে কাজ চালিয়ে যান:
- এক্সস্ট ক্যামশ্যাফ্ট স্প্রোকেটে চেইনটি রাখুন এবং ক্যামশ্যাফ্ট ফ্ল্যাঞ্জে এটি ইনস্টল করুন এবং একটি গর্ত ব্যবহার করে একটি পিন দিয়ে সুরক্ষিত করুন। ইন্টারমিডিয়েট জার্নাল স্কোয়ারে এক্সজস্ট ক্যামশ্যাফ্টকে ঘড়ির কাঁটার বিপরীত দিকে ঘুরিয়ে, চেইন ড্রাইভের শাখাকে শক্ত করুন।
- এক্সস্ট ক্যামশ্যাফ্টের প্রথম ক্যাম এবং সিলিন্ডারের মাথার সেক্টরে ক্যাম টেমপ্লেট সেট করুন এবং এক্সস্ট ক্যামশ্যাফ্টের প্রথম ক্যামের ইনস্টলেশনের কোণটি পরিমাপ করুন।
যদি পরিমাপ করা কোণটি সহনশীলতার বাইরে থাকে (চিত্র 6), অতিরিক্ত মাউন্টিং গর্ত ব্যবহার করে পয়েন্ট 1 থেকে পুনরাবৃত্তি করুন।
- ইনটেক ক্যামশ্যাফ্ট স্প্রোকেটে চেইনটি রাখুন এবং এটি একটি গর্তের মধ্যে ইনস্টল করুন। ইন্টারমিডিয়েট জার্নাল স্কোয়ারে ইনটেক ক্যামশ্যাফ্টকে ঘড়ির কাঁটার বিপরীত দিকে ঘুরিয়ে, চেইন ড্রাইভ শাখাকে টেনশন করুন।
- ক্যাম টেমপ্লেটটি ইনটেক ক্যামশ্যাফ্টের প্রথম ক্যাম এবং সিলিন্ডার হেডের সেক্টরে সেট করুন এবং ইনটেক ক্যামশ্যাফ্টের প্রথম ক্যামের ইনস্টলেশনের কোণটি পরিমাপ করুন।
যদি পরিমাপ করা কোণটি সহনশীলতার বাইরে থাকে (চিত্র 6), অতিরিক্ত মাউন্টিং গর্ত ব্যবহার করে ধাপ 3 থেকে ধাপগুলি পুনরাবৃত্তি করুন।
- স্প্রোকেট মাউন্টিং বোল্টগুলিকে পুরোপুরি শক্ত না করে শক্ত করুন।
- হাইড্রোলিক টেনশন লোড করুন, এটি ইঞ্জিনে ইনস্টল করুন এবং এটিকে চালু করুন (আনলোডিং) - "হাইড্রোলিক টেনশনার" বিভাগটি দেখুন।
- প্লাগটিকে হাইড্রোলিক টেনশনার কভারে স্ক্রু করুন, আগে প্লাগের থ্রেডে অ্যানেরোবিক সিলান্ট "ফিক্সেটর-6" বা অনুরূপ ("স্টপ-6", "টেকনোজার্ম-5", "জার্মিকন-2K") প্রয়োগ করা হয়েছে।
- ক্র্যাঙ্কশ্যাফ্টটিকে ঘূর্ণনের দিকে ঘোরান দুটি বাঁক এবং ক্র্যাঙ্কশ্যাফ্ট পুলির ড্যাম্পার ডিস্কের খাঁজটিকে চেইন কভারের প্রোট্রুশনের সাথে সারিবদ্ধ করুন যেমন চিত্রে দেখানো হয়েছে। চার
এছাড়াও, ক্র্যাঙ্কশ্যাফ্টের এই অবস্থানটি ইগনিশন অ্যাডভান্স সেন্সর কোরের অর্ধেকের বিপরীতে ক্র্যাঙ্কশ্যাফ্ট পুলি সিঙ্ক্রোনাইজিং ডিস্কের 20 তম দাঁতের রানআউট খুঁজে বের করে নির্ধারণ করা যেতে পারে, যেমন চিত্রে দেখানো হয়েছে। 5.
- উপরে বর্ণিত হিসাবে একটি সেক্টর এবং তীর গেজ ব্যবহার করে ক্যামশ্যাফ্ট সময় পরীক্ষা করুন। যদি কোণের পরিমাপ করা মান সহনশীলতার বাইরে থাকে (চিত্র 6), তবে অন্যান্য মাউন্টিং গর্তগুলি ব্যবহার করে ভালভের সময়ের সমন্বয় পুনরাবৃত্তি করা প্রয়োজন।
- অবশেষে ক্যামশ্যাফ্ট স্প্রোকেটগুলিকে 54,9 ... 58,8 N m (5,6 ... 6,2 kgf m) এ শক্ত করুন।
- ফিক্সিং বোল্টগুলিকে শক্ত করে উপরের এবং মধ্যম চেইন গাইডগুলি ইনস্টল করুন। শক শোষক মাউন্টিং বোল্টের থ্রেডগুলিতে প্রাথমিকভাবে অ্যানেরোবিক সিলান্ট "ফিক্সেটর-6" বা অনুরূপ ("স্টপোর-6", "টেকনোজার্ম-5", "জার্মিকন-2কে") প্রয়োগ করুন।